Твердосплавные сменные пластины представляют собой ключевой режущий компонент в современной обработке металлов. Вся информация об их геометрии, материале и рекомендуемых режимах использования зашифрована в системе условных обозначений. Это руководство поможет вам научиться читать эту маркировку.
1. Основные системы кодирования
На практике распространены две главные системы:
- ISO 1832 - международный стандарт, принятый в большинстве стран.
- ANSI - американский стандарт.
В России и странах СНГ обычно применяют систему, аналогичную ISO, с возможными дополнениями согласно ГОСТ.
2. Детальная расшифровка по стандарту ISO 1832
Типичный код включает 9 позиций. Разберем его на примере пластины: SNMG120408-BTMT-INP9127 (ссылка на пластину в магазине)
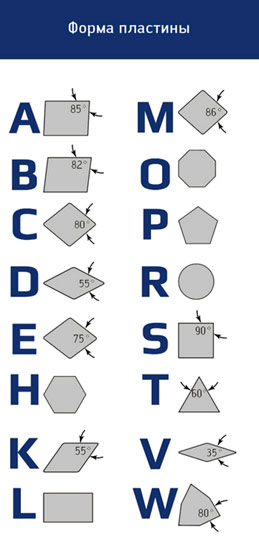
2.1. Геометрическая форма (1-я позиция)
Указывается буквой и определяет форму пластины и угол при вершине.
Пример: S в нашем коде означает квадратную форму с углом 90°.
Основные формы:
- T - треугольная (60°)
- S - квадратная (90°)
- C, D, V, M, E - ромбическая (80°, 55°, 35°, 86°, 75° соответственно)
- R - круглая
- H - шестигранная (120°)
- O - восьмигранная (135°)
- P, W, L, A, B, K - пятигранная, тригональная, прямоугольная и различные параллелограммы.
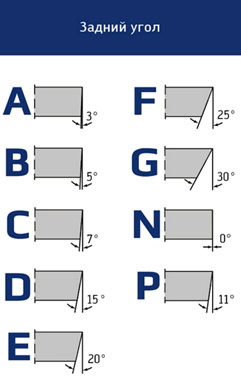
2.2. Величина заднего угла (2-я позиция)
Буква обозначает угол между задней поверхностью пластины и обрабатываемой заготовки.
Пример: N соответствует углу 0°.
Распространенные значения:
- N- 0°
- A- 3°
- B- 5°
- C- 7°
P, D, E, F, G- от 11° до 30°
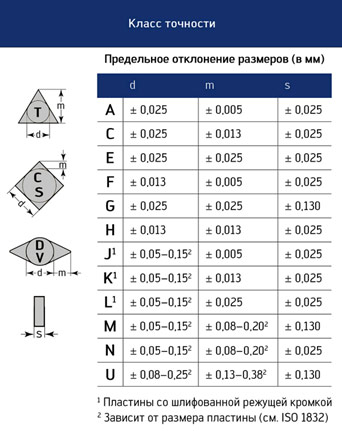
2.3. Класс допусков (точности изготовления) (3-я позиция)
Определяет точность размеров пластины (толщины, длины кромки и т.д.) - от высшего (A) до чернового (U).
Пример: M указывает на средний класс точности, характерный для большинства операций.
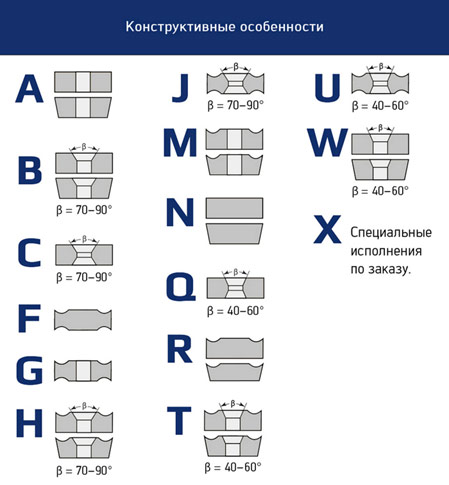
2.4. Конструктивное исполнение (4-я позиция)
Буква описывает наличие отверстия под крепление, стружколомающей геометрии (стружколома) на передней поверхности (Таблица 1), которая может быть расположена на одной или обеих сторонах пластины.
Пример: G - пластина с отверстием, стружколомом и двусторонней геометрией (может использоваться с двух сторон).
| Обозначение | Отверстие | Размер отверстия | Струкжколом |
| N | отсутствует | - | Отсутствует |
| R | Односторонний | ||
| F | Двухсторонний | ||
| A | Есть | С отверстием | Отсутствует |
| M | Односторонний | ||
| G | Двухсторонний | ||
| W | С одним отверстием и с 1 зенкованным гнездом (40-60°) | Отсутствует | |
| T | Односторонний | ||
| Q | С одним отверстием и 2 зенкованными гнездами (40-60°) | Отсутствует | |
| U | Двухсторонний | ||
| B | С 1 отверстием и 1 зенкованным гнездом (70-90°) | Отсутствует | |
| H | Односторонний | ||
| C | С 1 отверстием и 2 зенкованными гнездами (70-90°) | Отсутствует | |
| J | Двухсторонний |
Конструктивные особенности
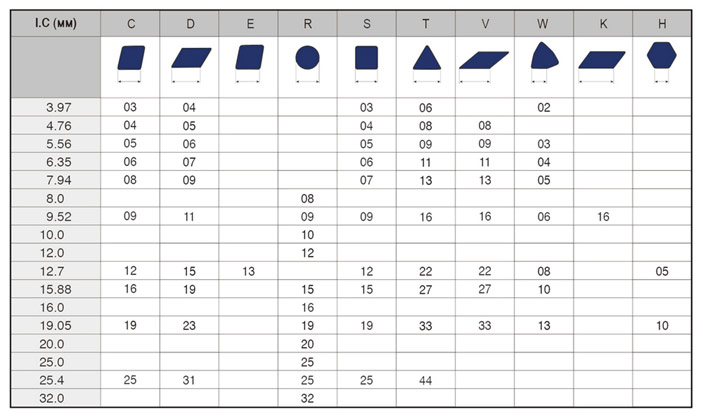
2.5. Размер длины режущей кромки (5-я позиция)
Это двухзначное число, соответствующее длине режущей кромки в миллиметрах.
Пример: 12 означает длину 12.7 мм. Для остальных геометрий представлена Таблица 2
Таблица 2
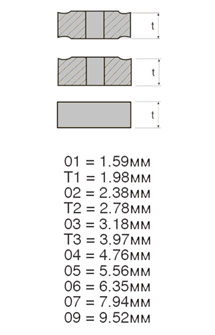
2.6. Толщина пластины (6-я позиция)
Указывается двухзначным числом, обозначающим толщину в мм.
Пример: 04 соответствует толщине 4.76 мм.
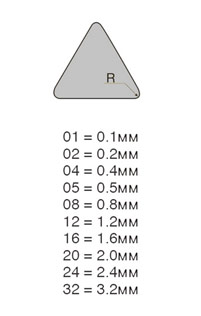
2.7. Радиус при вершине (7-я позиция)
Число показывает радиус скругления режущей кромки в десятых долях миллиметра.
Пример: 08 означает радиус 0.8 мм.
Обозначения:
2.8. Тип стружколома (8-я позиция)
Это буквенно-цифровой код (например, BTMT), который уникален для каждого производителя. Он определяет геометрию канавок для эффективного ломания стружки. За точной информацией необходимо обращаться к каталогам бренда.
2.9. Марка твердого сплава (9-я позиция)
Финальная часть кода (например, INP9127) указывает на обозначение твердого сплава, так же как и в предыдущем пункте, он уникален для каждого производителя.
3. Практический пример
Пластина CNMG120408- SMT-ING2125 расшифровывается так:
- C - ромбическая форма (80°).
- N - задний угол 0°.
- M - класс допуска.
- G - с отверстием и стружколомом.
- 12 - длина режущей кромки 12.7 мм.
- 04 - толщина 4.76 мм.
- 08 - радиус при вершине 0.8 мм.
- SMT - тип стружколома (по каталогу производителя).
- ING2125 - марка твердого сплава.
4. Рекомендации по подбору пластин
- Всегда уточняйте, какую систему маркировки (ISO или ANSI) использует производитель.
- Марка сплава - критически важный параметр, определяющий область применения (обрабатываемый материал, скорость, тип обработки).
- Выбор геометрии и радиуса зависит от вида операции: черновая, чистовая или получистовая.
- Для точной расшифровки 8-й позиции (Стружколом) и 9-й позиции (Сплав) всегда обращайтесь к технической документации или каталогу поставщика.
